智能制造:机器视觉检测介绍
当前位置:点晴教程→知识管理交流
→『 企业管理交流 』
什么是机器视觉检测 ? 脑:计算机系统对采集到的图像进行数据处理与分析,代替人脑进行决策判断。 手:通过机械手臂或其他执行机构执行相应的操作,如剔除不良品、分拣合格品等,代替人工完成操作任务。
为什么要用机器视觉检测? 人工作业的局限性 主观性强:人工检测依赖操作工的经验和技能,可能会受到疲劳、情绪等因素的影响,从而降低检测的准确性。 分辨率有限:人眼的空间和时间分辨率有限,无法有效检测高速、高精度的产品缺陷。 低效率:长时间的视觉检测容易导致操作工疲劳,效率逐渐降低。 视觉伤害:部分人工视觉检测需要在强光照明条件下进行,容易对操作人员的眼睛造成伤害。 身体伤害:在一些特殊工业环境中(如焊接、火药制造等),人工视觉可能会对操作工的人身安全带来威胁。 人员流动性和培训成本 在一些制造企业,操作工的流动性较高,培训一个合格的操作工需要投入大量的时间和资源,而单纯的培训往往无法提高操作工的实际技能。
机器视觉检测的好处 非接触式检测:不同于传统的人工接触检测,机器视觉检测采用光学成像方式,不会对产品造成损害。 速度快、精度高:机器视觉系统能够高速、高精度地完成检测任务,并且稳定性强,长时间运行不受影响。 稳定性:通过合理的设计、调试和操作,机器视觉检测系统能够在长时间内保持高效稳定的工作状态。
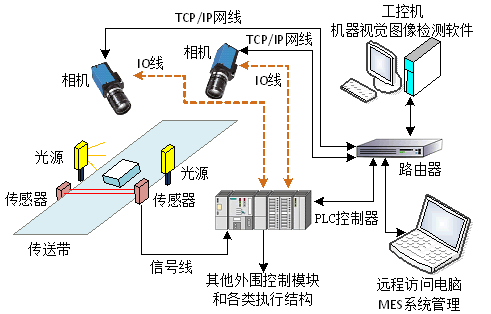
机器视觉检测的组成
光学系统 相机:相机是图像采集的核心部件,决定了图像的分辨率、色彩还原等参数。 镜头:镜头的作用是将物体的图像投射到相机的传感器上,影响视野和成像质量。 光源:良好的光源能够确保拍摄到清晰的图像。不同的产品或检测需求,可能需要不同类型的光源(如LED光源、激光光源等)。 机构系统主要负责产品的输送、检测和分拣任务。它通过机械手臂、传送带等设备,确保物料的流动和检测过程的顺利进行。 上料动作:通过物料引导机构、物料夹取机构等设备将产品送入检测区。 检测动作:利用移动机构将物品带到检测位置,进行自动化检测。 下料动作:检测完成后,将合格品或不良品分拣并移出检测区。 电控系统电控系统负责控制机器视觉检测设备的运行,包括相机、光源、移动机构等部件的协调工作。电控系统确保整个检测过程按照预定程序高效稳定地进行。 软件系统是机器视觉检测的“大脑”,其作用是对采集到的图像进行处理、分析和判断。软件系统的核心包括: 图像预处理:对原始图像进行去噪、增强、边缘提取等处理,以提高后续分析的准确性。 检测算法:通过模板匹配、缺陷检测、几何测量等算法,判断图像是否符合标准。 深度学习算法:通过AI技术,机器视觉系统可以自我学习、优化,提升检测准确率。
项目实施要点-效益评估&方案规划 效益评估 确认目标:明确项目的检测标准、检测项目和不良品比例。 计算成本:分析人工成本、时间成本等,评估机器视觉系统的投资回报。 方案预算:根据企业的需求,制定详细的设备采购、安装与调试预算。 核算ROI:根据预算和成本核算,评估是否实施项目。 方案规划 上料:确定产品如何从生产线输送至AOI机台进行检测。 拍摄:选择适合的机器设备,并确定相机及光圈的位置、角度。 取像与检测:通过相机和光学设备进行图像采集,并通过规则判断算法与深度学习算法进行检测。 下料与反馈:检测完成后,产品通过相应的机制分拣,并将检测结果反馈给生产线。 该文章在 2025/3/7 12:23:06 编辑过 |
关键字查询
相关文章
正在查询... 



|


 400 186 1886
400 186 1886